Are escalating water bills eating into your operational budget? Are you constantly replacing heat exchanger tubes due to aggressive pitting, or sweating over the latest EPA discharge limits? I\’ve seen firsthand how ignoring raw water quality systematically wrecks industrial operations.
As an engineer, I don\’t view industrial water treatment as an overhead cost—I see it as the ultimate insurance policy for your facility. If you are operating without a highly optimized system, you are bleeding efficiency and risking catastrophic downtime.
Why Industrial Water Treatment is Non-Negotiable
A reliable industrial water treatment system forms the backbone of plant longevity. Whether you are managing an automotive manufacturing line or a petrochemical plant, you have to control the chemistry of your water before it controls your equipment.
Equipment Protection: Defeating the \”Big Three\”
Effective boiler feed water treatment and cooling tower water treatment share the same primary mission: neutralizing the three biggest enemies of industrial machinery.
| The Threat | The Mechanism | The Impact |
|---|---|---|
| Scaling | Dissolved minerals (like calcium and magnesium) precipitate out of the water under high temperatures. | Forms a rock-hard insulating layer on heat exchanger tubes, destroying heat transfer efficiency and spiking energy demand. |
| Corrosion | Dissolved oxygen, harsh chlorides, and improper pH levels actively attack metal surfaces. | Eats through pipe walls, leading to catastrophic leaks, system contamination, and premature equipment failure. |
| Biofouling | Warm, nutrient-rich process water acts as a breeding ground for bacteria, algae, and fungi. | Plugs filtration media, fouls sensitive instruments, and accelerates microbiologically influenced corrosion (MIC). |
When mineral scale builds up, heat transfer drops exponentially. A scale layer just a fraction of an inch thick forces your boilers to burn significantly more fuel just to hit baseline temperature targets. Implementing precise scale and corrosion inhibitors is mandatory to protect your heavy assets.
Regulatory Compliance
Environmental regulations are only getting tighter. The EPA and local environmental agencies enforce strict limits on what you can send down the drain. Discharging improperly treated effluent doesn\’t just invite massive fines—it risks forced operational shutdowns and PR disasters. A robust industrial water treatment process ensures your effluent consistently meets or exceeds local discharge standards, keeping regulators satisfied and your plant online.
Cost Efficiency and Resource Recovery
Running millions of gallons of municipal water through a single-pass process is financially unsustainable. The modern approach to industrial process water treatment focuses heavily on recovery and optimization.
- Slashed Utility Bills: Recycling your process water dramatically lowers your reliance on expensive municipal intake.
- Optimized Chemical Consumption: A tightly controlled treatment loop stabilizes water chemistry, requiring fewer raw chemicals and reactive dosing adjustments.
- Zero Liquid Discharge (ZLD): By implementing Zero Liquid Discharge (ZLD) technologies, facilities can recover and reuse up to 95% of their wastewater. This creates a closed-loop system that eliminates discharge fees, maximizes resource recovery, and drastically improves your bottom line.
Core Technologies in Industrial Water Treatment
Getting industrial water treatment right requires the exact mix of engineering and technology. We design our industrial water treatment systems around three core pillars to guarantee reliability, compliance, and efficiency.
Membrane Filtration Systems
Achieving high-purity water happens in stages. The standard hierarchy includes:
- Microfiltration: Traps larger suspended solids.
- Ultrafiltration: Catches finer particles and macromolecules.
- Reverse Osmosis (RO): Removes dissolved salts and minerals at the molecular level.
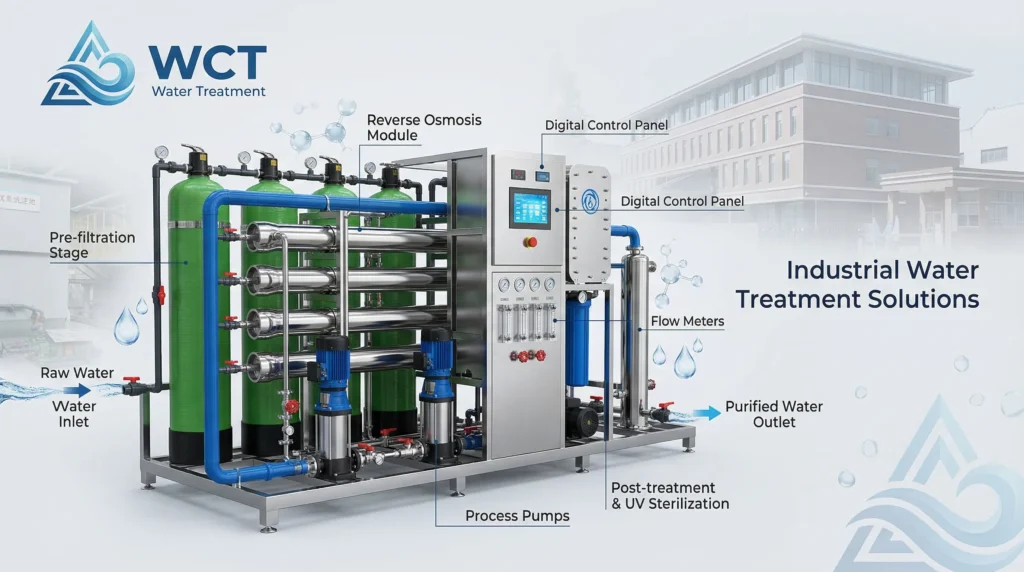
At WCT, our Reverse Osmosis (RO) Systems—ranging from heavy-duty seawater desalination plants to compact 1000 GPD units—are purpose-built to produce ultra-pure water. This extreme level of filtration is non-negotiable for electronics manufacturing and safe boiler feed water treatment, where even minor impurities can cause catastrophic equipment failure.
Solid-Liquid Separation & Clarification
Removing physical waste efficiently protects downstream equipment and drastically cuts operational costs.
- Sedimentation: We utilize engineered gravity settling tanks to drop out heavier, easily settleable solids.
- Dissolved Air Flotation (DAF): For stubborn oils and lighter particles, we rely on micro-bubbles that latch onto contaminants and float them to the surface for skimming. Our specialized dissolved air flotation for sewage disposal equipment, including Shallow Air Flotation Machines and Advection Air Flotation units, guarantees high-efficiency sludge separation and superior suspended solids removal.
Chemical Conditioning & Dosing Skids
Accurate chemistry dictates the success of your entire industrial process water treatment. Precise pH adjustment, coagulation, and disinfection are critical. Relying on manual dosing leads to chemical waste, inconsistent results, and potential compliance failures.
To lock in process stability, we integrate automated setups directly into your facility. For instance, our fully automated PAC/PAM dosing system for wastewater treatment handles the entire coagulation and flocculation process without manual intervention. By mounting these units on heavy-duty chemical dosing skids constructed from PE304 stainless steel, we eliminate human error, reduce chemical consumption, and optimize the overall performance of your effluent treatment plant (ETP).
Key Applications for Industrial Water Treatment
Every sector faces unique fluid challenges, which is why we engineer targeted industrial water treatment solutions based on exact facility demands. Whether you are dealing with complex organics or need ultra-pure process water, getting the chemistry right is critical to your operation.
Here is how a tailored industrial water treatment system operates across major sectors:
- Power Generation: Turbine blades are incredibly sensitive. Any mineral scale or impurity in the steam can cause catastrophic, expensive damage. We prioritize rigorous Boiler Feed Water Treatment to guarantee absolute water purity. Because thermal management is a massive part of power production, implementing reliable cooling tower water treatment is also mandatory to maximize heat transfer efficiency and prevent biofouling in your system.
- Oil & Gas and Petrochemical: This sector generates highly complex wastewater. The primary focus of our industrial process water treatment here is managing harsh \”produced water\” and stripping out stubborn organic contaminants. A robust Effluent Treatment Plant (ETP) setup is necessary to reliably separate oils, suspended solids, and heavy hydrocarbons.
- Automotive & Manufacturing: Car plants and heavy manufacturing rely heavily on clean rinse water and precise phosphate lines for painting and metal coating. By integrating Process Water Recycling into your overall industrial treatment of water, we help factories reclaim thousands of gallons daily, slashing utility costs while easily meeting strict local discharge codes.
Designing a Custom Industrial Water Treatment System
When setting up an industrial water treatment process, piecing together mismatched equipment usually leads to failure. Mixing brands and isolated parts creates compatibility issues, system bottlenecks, and endless downtime. We believe in a strict \”one-stop\” philosophy. By relying on integrated skids and containerized setups, we ensure your entire system operates seamlessly right out of the box.
The Engineering Approach
There is no universal fix for industrial process water treatment. Source water chemistry shifts drastically depending on your geographical location and facility type. We don\’t guess; we engineer based on hard data.
- Custom Water Profiling: We thoroughly analyze your exact source water profile before designing your specific industrial water treatment system.
- R&D Backing: With over 20 R&D engineers and 30 active patents, WCT builds systems grounded in field-tested science, not generic baselines.
- Plug-and-Play Integration: Delivering complete, pre-tested containerized systems eliminates the installation headaches of fragmented setups.
Zero Liquid Discharge (ZLD) & Sustainability
A reliable industrial water treatment service must focus on maximizing resource recovery. Our custom designs prioritize Zero Liquid Discharge (ZLD) and process water recycling to drastically cut waste. By applying the right treatment technology, modern factories can now reuse up to 95% of their water.
For heavily contaminated streams, integrating advanced MBR membrane bioreactor integrated equipment allows facilities to effectively break down organic waste and reclaim clean water directly on-site. This approach not only secures your regulatory compliance but actively drives down your daily utility costs.
Selecting the Right Industrial Water Treatment Manufacturer
When you invest in an industrial water treatment system, picking the right partner is just as critical as the technology itself. You need a manufacturer you can rely on to deliver consistent, long-term results for your facility.
Criteria for Success
Not all suppliers are equipped to handle complex industrial process water treatment. Here is exactly what you should demand before making a decision:
- ISO9001 Certification: This is non-negotiable. It guarantees the manufacturer follows strict, standardized quality management practices.
- Patent Portfolios: A strong patent portfolio shows the company is actively innovating and solving real-world problems, not just copying outdated designs.
- Global Export Experience: Your partner needs a proven track record of navigating international logistics and meeting diverse global water standards.
The WCT Advantage
At WCT, we design and build high-quality solutions for the industrial treatment of water with a sharp focus on reliability, performance, and speed. We don\’t just assemble parts; we engineer complete, lasting systems.
- 12 Years of Experience: We bring over a decade of hands-on expertise and proven success in the global market.
- Rapid Production Capabilities: We control our manufacturing to ensure fast turnaround times without sacrificing quality, whether we are building a full-scale Effluent Treatment Plant (ETP) or supplying essential components like our precision filters for water treatment.
- Industry Awards: We are consistently recognized for our excellence and ongoing innovation in the water treatment sector.
We know that downtime costs you money. That is why our entire operation is structured to deliver top-tier industrial water treatment equipment efficiently, precisely to spec, and ready to perform.