
Product Description
MBR Membrane Bioreactor Integrated Equipment separate solid-liquid efficiently , which is far better to the traditional sedimentation tank. the water quality is good. the effluent suspended solids are close to zero, can be directly reuse, realize the wastewater reuse. Efficient intercept function of membrane, the microbe completely trapped in the biological reactor reactor hydraulic retention time (HRT) and sludge age (SRT) for complete separation. flexible operation control stability Due to the MBR will traditional sewage treatment of aeration tank and secondary sedimentation tank 2 for one. and replace all of tertiary treatment process facilities. so car be areatly reduced area. save construction investment Nitrification is advantaaeous to the interception of nitrifying bacteria and reproduction. system with high efficiency Through the change of operation mode may also have to take off the ammonia and phosphorus removal function. Because of the sludge age can have a very long. thus greatly improving the efficiency of the degradation of refractory organic matter. Reactor at high volume load low sludge load. long sludge age. excess sludge production is extremely low, due to the sludge age can be infinite. which can realize zero discharge of sludge System implementation ofPLc control.convenient operation and management.
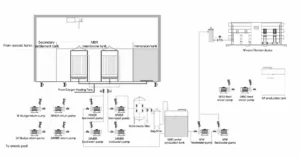
Structure Diagram
Product Parameter
MBR membrane bioreactor integrated equipment Parameters/core components
Equipment Advantages
▪It has high removal rate of pollutants, strong resistance to sludge expansion, stable and reliable effluent water quality, and no suspended solids in the effluent.
▪The membrane bioreactor realizes separate control of the reactor sludge age SRT and hydraulic retention time HRT, so its design and operation are greatly simplified.
▪The mechanical interception of the membrane avoids the loss of microorganisms, and can maintain a high sludge concentration in the bioreactor, thereby increasing the volume load, reducing the sludge load, and has extremely strong impact resistance.
▪Due to the interception effect of the membrane, the SRT is prolonged, creating a microorganism that is conducive to slow proliferation. For example, the environment where nitrifying bacteria grow can improve the nitrification capacity of the system, and at the same time, it is conducive to improving the processing efficiency of refractory macromolecular organic matter and promoting its complete decomposition.
▪The activated sludge in the MBR aeration tank will not be lost with the effluent. During operation, the activated sludge will change due to changes in the concentration of incoming organic matter and reach a dynamic balance, which makes the system effluent stable and impact-resistant. Load characteristics.
▪Large hydraulic circulation leads to uniform mixing of sewage, thus making the activated sludge well dispersed and greatly increasing the specific surface area of the activated sludge. The high degree of dispersion of activated sludge in the MBR system is another reason to improve the effectiveness of water treatment. This is difficult to compare with the larger bacterial micelle formed by ordinary biochemical water treatment technology.
▪The membrane bioreactor is easy to integrate, easy to realize automatic control, and convenient to operate and manage.
▪The MBR process omits the secondary sedimentation tank and reduces the floor space.
Applicable industries
▪Industrial wastewater treatment
▪Rural domestic sewage treatment
▪Urban sewage treatment
▪Food and Beverage Industry Wastewater Treatment
▪Wastewater treatment in hospitals, schools and other public places
In short, mbr integrated sewage treatment equipment has the advantages of high treatment efficiency, small footprint, and high degree of automation. It can be used in various wastewater treatment sites, providing a strong guarantee for efficient utilization of water resources and environmental protection.