The Critical Function of Check Valves in Sewage Treatment
When managing commercial wastewater infrastructure, equipment failure is not an option. Are you tired of dealing with effluent backflow, system contamination, or unreliable supply chains? As a dedicated septic tank check valve factory, we engineer our backflow prevention valves for septic systems to eliminate these exact operational headaches.
Mechanism Overview: Preventing Hazardous Backflow
At their core, these heavy-duty one-way valves provide reliable fluid control in wastewater applications. They are built to do one job flawlessly: maintain strict directional flow.
- Blocks Toxic Gases: Creates an impenetrable physical barrier that stops hazardous sewer gases from migrating back into living spaces or operational facilities.
- Stops Effluent Reversal: Prevents contaminated raw sewage from flowing backward into the pumping basin during unexpected pressure drops or pump cycling.
Seamless System Integration
A standalone valve cannot operate in a vacuum; it must synchronize with your entire wastewater setup. We build custom sewage treatment components designed to work perfectly in tandem with your broader infrastructure:
- Submersible Mixers: Capable of handling fluctuating flow rates and heavy agitation without compromising the one-way valve seal.
- Sedimentation Tanks: Ensuring solid and liquid separated waste remains exactly where it belongs, preventing cross-contamination.
- Domestic Sewage-Integrated Equipment: Maintaining consistent overall system integrity across complex, high-capacity residential and commercial sanitary grids.
Material Durability at Our Septic Tank Check Valve Factory
Raw sewage and industrial effluent are incredibly harsh environments. Constant exposure to toxic chemicals, fluctuating pH levels, and abrasive solids will quickly destroy standard plumbing hardware. To maintain reliable fluid control in wastewater systems, your components must be built to survive these brutal conditions.
We select only the highest-grade materials to ensure long-term chemical resistance and structural integrity. Depending on your specific operational demands, we utilize:
- PE304 Stainless Steel: Maximum resistance against rust and severe industrial chemical exposure.
- Ductile Cast Iron: Heavy-duty strength built to handle high-pressure commercial environments.
- Specialized PVC: Highly corrosion-resistant and cost-effective options for domestic setups.
When you work directly with our septic tank check valve factory, you gain a distinct operational advantage: complete material customization. As an experienced industrial wastewater valve manufacturer, we don\’t just push off-the-shelf parts. We adapt our cast iron and stainless steel septic valves to match your exact engineering blueprints. Whether you are outfitting a massive infrastructure project or upgrading a specialized waste water treatment tank, we ensure your hardware is tailored to withstand long-term corrosive exposure without failing.
4 Reasons to Partner Directly with Our Septic Tank Check Valve Factory
When you source hardware for large infrastructure, cutting out the middleman is a smart move. As a direct supplier of septic check valves, we deliver clear advantages that protect your bottom line and project timeline. Here is why you should work directly with us:
- Transparent Wholesale Pricing: We eliminate middleman markups to protect your margins. By partnering directly with an industrial wastewater valve manufacturer, you secure aggressive sewage pump check valve bulk pricing on high-volume orders without any hidden fees.
- Stringent Quality Control: You need absolute assurance that every valve performs flawlessly under heavy pressure. As an ISO9001 certified valve manufacturer, we rigorously test every batch before it leaves the floor. This certification is our non-negotiable trust signal, guaranteeing reliable fluid control in wastewater systems.
- Customization and OEM Capabilities: Standard parts do not always fit complex blueprints. We provide custom sewage treatment components, allowing you to tailor valve dimensions, pressure ratings, and flanges to meet your specific architectural requirements. We specialize in engineering OEM septic tank check valves that match your exact specs.
- Scalable Production and Reliable Lead Times: Delays are not an option, especially in large-scale industrial water treatment projects. With robust manufacturing facilities, we easily scale production to meet your demands. We ensure your wholesale sewage check valves are built and delivered on schedule, every time.
Why Choose WCT as Your Septic Tank Check Valve Factory?
Finding a trustworthy commercial water treatment valve factory can make or break your infrastructure project. Since our foundation in 2014, we have evolved from a standard components manufacturer into a comprehensive global water treatment solutions provider. We understand that modern wastewater management requires more than just basic hardware; it demands engineered precision.
When you partner with us, you get a reliable B2B plumbing hardware supplier that takes full ownership of the manufacturing process from start to finish.
Our Core Manufacturing Advantages
We back up our manufacturing capabilities with hard numbers and proven engineering. Here is exactly what sets us apart in the global market:
- Established Authority: With over a decade of hands-on experience, we have built a rock-solid foundation. We know exactly what it takes to produce heavy-duty components that survive harsh, real-world sewage environments.
- R&D Excellence: Innovation is our backbone. We employ a dedicated team of over 20 R&D engineers whose sole focus is continuous product improvement. This ensures you always receive components designed for reliable fluid control in wastewater.
- Proven Innovation: We let our technical track record speak for itself. We currently hold 30 patents—including 20 core patents and 10 specialized invention patents. Combined with over 15 major industry awards, our technical superiority in fluid control is thoroughly documented and proven.
- A True One-Stop Solution: We are much more than just a dedicated septic tank check valve factory. We serve as a holistic manufacturing partner. From specialized high-pressure pumps (including CDLF and CDH models) to complete solid-liquid separation equipment, we supply everything you need to optimize the entire process of water treatment. We provide smart water solutions that integrate perfectly with your existing systems, eliminating the need to juggle multiple vendors.
Serving Global Industries with Tailored Solutions
A Septic Tank Check Valve Factory for Diverse Sectors
We manufacture equipment that fits exactly where you need it. Our products adapt to a massive range of real-world applications across the globe:
- Domestic Sewage Systems: Reliable backflow prevention valves designed to keep residential and municipal setups running safely without contamination.
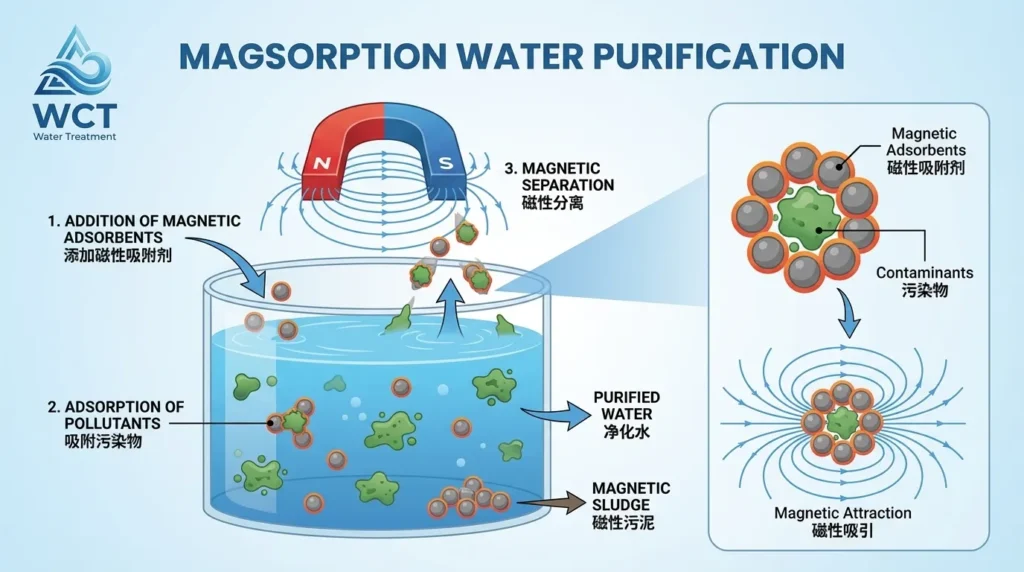
- Industrial Zero-Discharge Setups: Heavy-duty components built for harsh commercial environments. If your facility handles complex wastewater challenges, integrating advanced methods like micro-magsorption water treatment alongside our custom sewage treatment components ensures flawless fluid control.
- Commercial Infrastructure: Scalable plumbing hardware and valve solutions engineered to support massive civil engineering and public works projects.
Long-Term Reliability You Can Trust
Global infrastructure demands parts that do not fail under pressure. As a dedicated septic tank check valve factory, we engineer our products for long-term reliability.
- Rigorous Manufacturing: Every single unit passes strict quality checks to guarantee reliable fluid control in wastewater.
- Eco-Conscious Production: We follow environmentally responsible manufacturing practices to support a greener, safer global supply chain.
- Built to Last: Our commercial water treatment valves are engineered to withstand decades of heavy use, drastically minimizing your maintenance downtime and replacement costs.
We do not just supply parts; we build dependable solutions that keep the world\’s water and waste systems running smoothly.
Frequently Asked Questions (FAQs)
What is the typical lifespan of an OEM septic tank check valve?
When manufactured with premium materials, our valves are built for the long haul. A high-grade cast iron or stainless steel septic valve typically lasts 15 to 20 years, even when handling highly corrosive industrial or domestic effluent. Routine checks can extend this lifespan even further.
How do I ensure the backwater valve fits my custom sewage treatment components?
Since we operate our own septic tank check valve factory, we provide full OEM and customization services. You just need to share your project blueprints, pressure ratings, and flange sizes. Whether you are upgrading existing lines or building a complete <a href=\”https://id.wxwatertechhttps://id.wxwatertech.com/septic-tank-china/\”>septic tank setup, our engineering team will tailor the valve dimensions to guarantee a perfect, leak-proof fit.
Does bulk pricing apply to custom stainless steel septic valves?
Yes, it does. As a direct B2B plumbing hardware supplier, we eliminate middleman markups. We offer competitive sewage pump check valve bulk pricing across our entire range. Whether you need standard units or custom-engineered stainless steel models, you get transparent wholesale pricing on large infrastructure orders.
How does an ISO9001 certified valve manufacturer ensure zero discharge?
In the wastewater industry, precision is non-negotiable. Every heavy-duty backwater valve we produce undergoes rigorous pressure and leak testing before it ever leaves our facility. By strictly following ISO9001 quality control protocols, we ensure reliable fluid control in wastewater systems, completely preventing toxic backflow and protecting your project\’s integrity.